

想了解我们的焊管-无缝钢管量大更优惠产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:绍兴诸暨焊管-无缝钢管量大更优惠的图文介绍

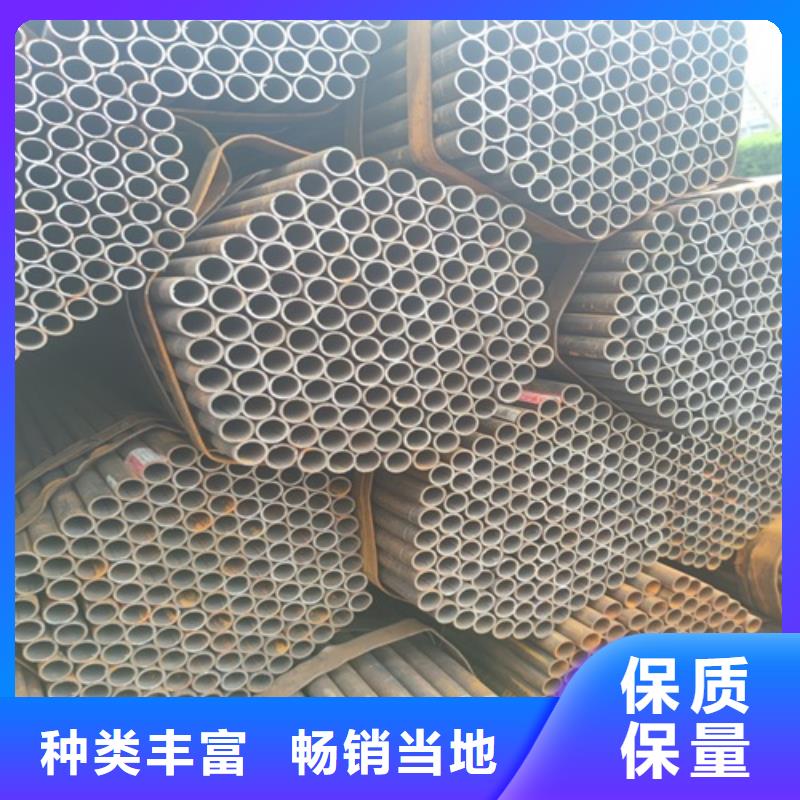
焊管的分类:一般焊管、直缝焊管、螺旋焊管 一般焊管 用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹和不带螺纹两种,一般焊管用来输送低压流体。 直缝焊管 生产简单,生产效率高,成本低,发展较快。 规格:Φ21.3-457.2*1.8-14 螺旋焊管 强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种。 A.螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材 B.螺旋缝高频焊接钢管 螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。 规格:Φ219-2320*6-22 标准: GB/T3091-1993(低压流体输送用镀锌焊接钢管)其代表材质Q235A级钢。 GB/T3092-1993(低压流体输送用镀锌焊接钢管)其代表材质为:Q235A级钢。 GB/T14291-1992(矿用流体输送焊接钢管)其代表材质Q235A级钢。 GB/T12770-1991(机械结构用不锈钢焊接钢管)其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。 GB/T12771-1991(流体输送用不锈钢焊接钢管)代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等


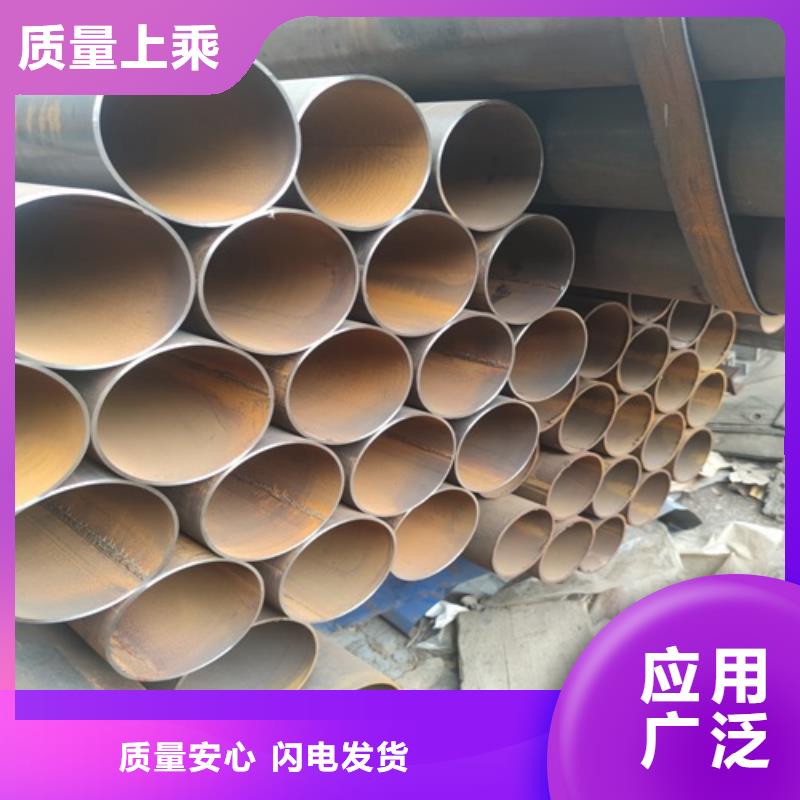
绍兴诸暨精密焊管的特点工艺及用途 绍兴诸暨精密焊管是一个广义的概念,根据不同的使用要求有许多不同的个性化质量要求。精密焊管是在一般焊管基础上进一步改进的结果,是焊管产品中的精细产品。 1.绍兴诸暨精密焊管的主要特点。 几何尺寸,横向壁厚均匀。钢管形状好。椭圆度小。焊缝质量可靠,内毛刺小。外表面光滑。焊缝热处理或保护性气氛热处理后,钢管可达到表面无氧、机械性能稳定、金相组织均匀的效果。其生产成本远低于同类无缝精密钢管,可直接或少量加工,降低设备加工成本。 二、绍兴诸暨精密焊管的制管工艺。 1绍兴诸暨精密焊管制管工艺: 绍兴诸暨精密焊管的生产工艺随生产方式略有差异,但成型焊接部分的生产工艺基本相同,差异仅在后一个工艺中。典型的生产工艺流程如下: 1.1 种生产方式:带钢准备→开卷→矫平→切头尾→焊接→活套储存→成型→焊接→去除毛刺→焊缝热处理→冷却→直径→无损检测→飞剪切断→矫直→切断平头→涡流检测/水压试验→检验包装→成品。 绍兴诸暨精密焊管主要用于化工、纺织、机械、仪器、航空、汽车等领域。如汽车、摩托车缓冲器、减速器、冷凝器、水箱管道、传动轴、消音器、控制轴、推力制动管、液压缸、气缸、千斤顶、各种输送辊、皮带辊、印刷辊、纺织印染辊、纺织化纤机牵伸管、液压支架管、深井泵管、各种机械光管、电加热器外管、家用电器管道等。



鹏鑫钢铁(诸暨市分公司)是一家专营(绍兴诸暨) 本地 无缝钢管的大型企业,可根据客户要求尺寸定做。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
服务三保:保证质量、保证时间、保证数量。
服务宗旨:雄厚的实力、优质的产品、低廉的价格、优质的服务
公司在稳中求创新,与时俱进求发展的理念下发展状大,经过短时间的发展,现已初具规格,形成了一支思想正、作风硬、业务精的员工队伍。今后,公司还要在现有的基础上进一步扩大规模,坚持“顾客至上、以信为本”的经营理念,以高质量的产品、更优质的服务,广交更多的四海新朋,愿我们携手共进、共创事业的辉煌!公司将一如既往地贯彻“务实、进取、发展、创新”宗旨,以更好的产品,更诚挚的服务,满足广大客户的需求,我们的承诺是让您放心,让您满意。


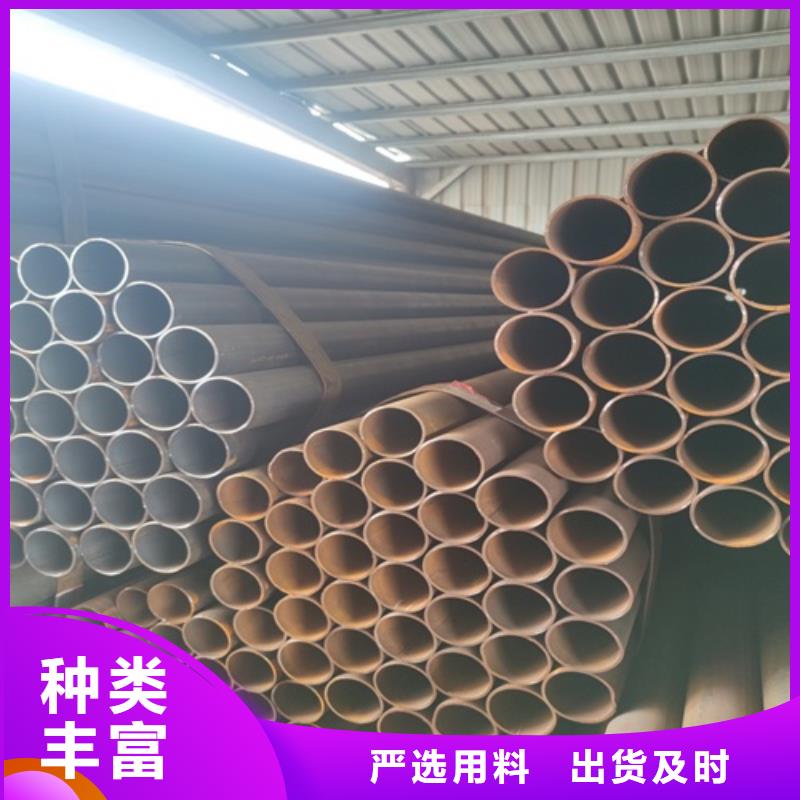
绍兴诸暨低合金焊管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管,一般定尺6米。低合金焊管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。
较小口径的低合金焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送低合金焊管、低压流体输送用镀锌低合金焊管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。
绍兴诸暨低合金焊管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为低合金焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
低合金焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比低合金焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
直径大或较厚的焊管,一般用钢坯料直接做成,而小焊管薄壁焊管只需要通过钢带直接焊接就可以了。然后经过简单抛光,拉丝就可以了。



